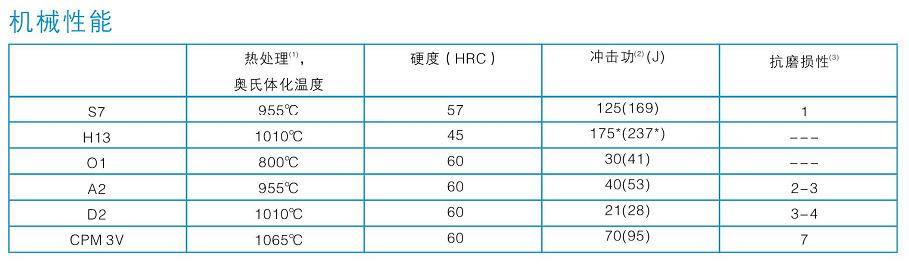
(1) 热处理:按照表中提供的温度奥氏体化,回火达到目标硬度
(2)C型缺口夏比冲击试验
(3)截面柱形磨损试验(更高的数值=更好的抗磨损性能)
*H13的冲击韧性是由V型缺口夏比冲击数据算得出。
二,表面处理:
如果有需要,S7提供了标准的表面处理方法,比如氮化、镀铬和镀镍。但是,S7通常是不做氮化处理的,因为氮化温度高于回火回度,典型的结果就是导致硬度降低。
三,焊接
用S7或热作类钢材作为焊支,小面积的修补或非工作表面的焊接可用4140或4150作为焊接材料。
退火工件:预热至200~315℃,焊接过程中保持工件温度在200℃以上。焊接后,在760℃再次退火或回火6小时。
硬化工件:预热至低于原来的回火温度15~30℃,或最小175℃。焊接过程中保持工件温度在175℃以上,焊接后冷却至65℃。
在低于原来回火温度15~30℃下回火。
